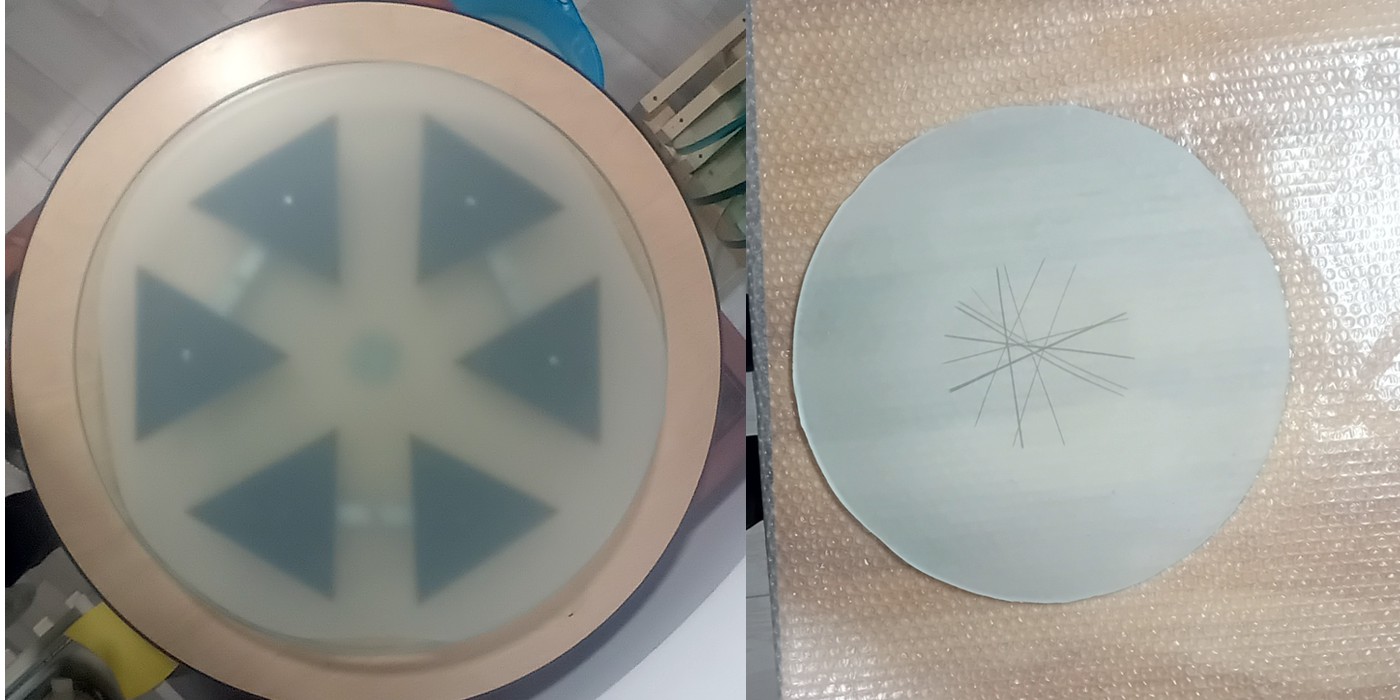
Dopo una sessione preliminare con utensile sferico è stato possibile fare una mappatura della superficie. Le zone raggiunte uniformemente dalla lavorazione sono anch’esse sferiche, quelle non raggiunte e rimaste lucide sono ovviamente più “basse” mentre quelle più “alte” determinano un notevole incremento dell’attrito con l’utensile e, nei punti più alti, un “impuntamento” e blocco dell’utensile il quale non riesce più a scorrere quasi incollandosi alla superficie con la pasta di abrasivo.
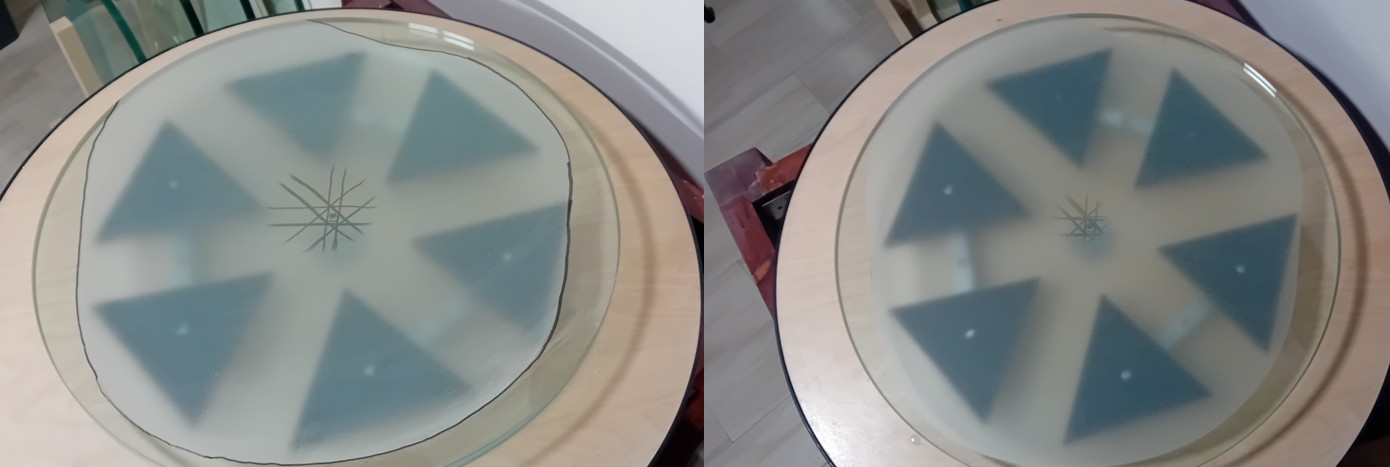
la situazione rappresentata con un disegno:
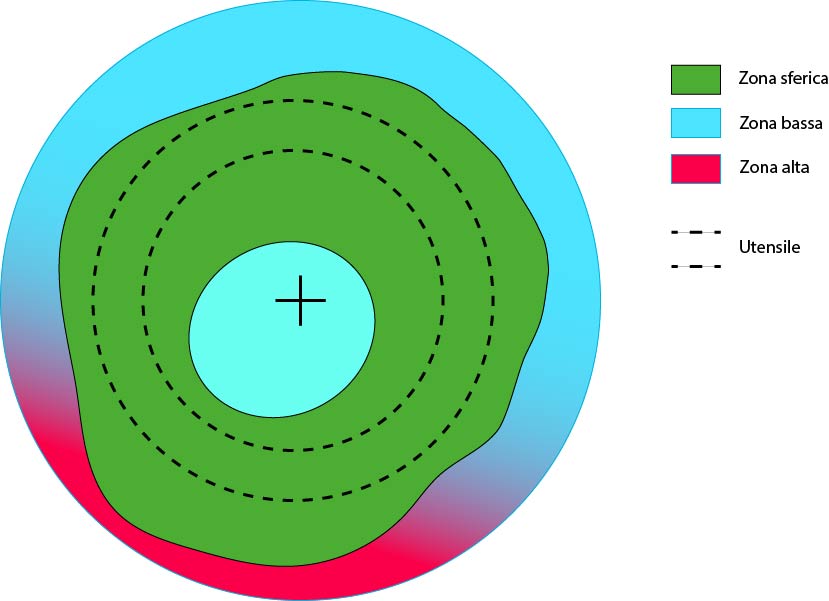
La zona verde è pressoché sferica, la zona esterna in azzurro è più bassa ( rispetto alla sfera) la parte in rosso è più alta. Anche la zona centrale è più bassa in modo non uniforme rispetto al centro geometrico del blank
Queste le condizioni che determinano la figura fortemente astigmatica con raggi di curvatura irregolari su tutta la superficie.
questa irregolarità è una conseguenza normale per un menisco realizzato con i metodi descritti in precedenza, sarebbe troppo bello che uscisse dal forno una sfera perfetta, purtroppo non è così…
La strategia per regolarizzare la superficie:ho costruito un utensile in vetro di 40 cm di diametro dove il contatto con il menisco è limitato ad una corona circolare di 4-5 cm di estensione.
Il movimento di “vai e vieni” ( le corse dell’utensile ) permetterà all’utensile di esercitare l'azione abrasiva iniziando quindi dalla zona più regolare per poi estendersi alle zone adiacenti.
Durante questa azione la parte di superficie regolarizzata del menisco si abbasserà ( rimanendo sferica ) fino a far incontrare all’utensile il livello delle zone esterne che “erediteranno” la curvatura regolare dall’utensile.
L’utensile nel frattempo consumerà la sua superficie di contatto e la corona circolare si estenderà di pari passo con la regolarizzazione del menisco fino ad essere completamente assorbita e tornare ad essere un utensile “pieno”
la corona circolare non agisce sulla zona centrale fino a che non sarà con gradualità raggiunto dalla lavorazione , questo permette di economizzare al massimo il consumo di vetro del menisco , mantenere costante la profondità relativa e di costruire più velocemente la sfera.
Con un pennarello sono stae fatte delle tracce sull'utensile per visualizzare l'estensione della corona circolare che che effettua l'azione abrasiva ed il suo avanzamento ( Dove non c'è contatto ovviamente il pennarello rimane visibile) Dopo alcune sessioni la sua ampiezza è aumentata in relazione all'abbassamento dello spessore al bordo.
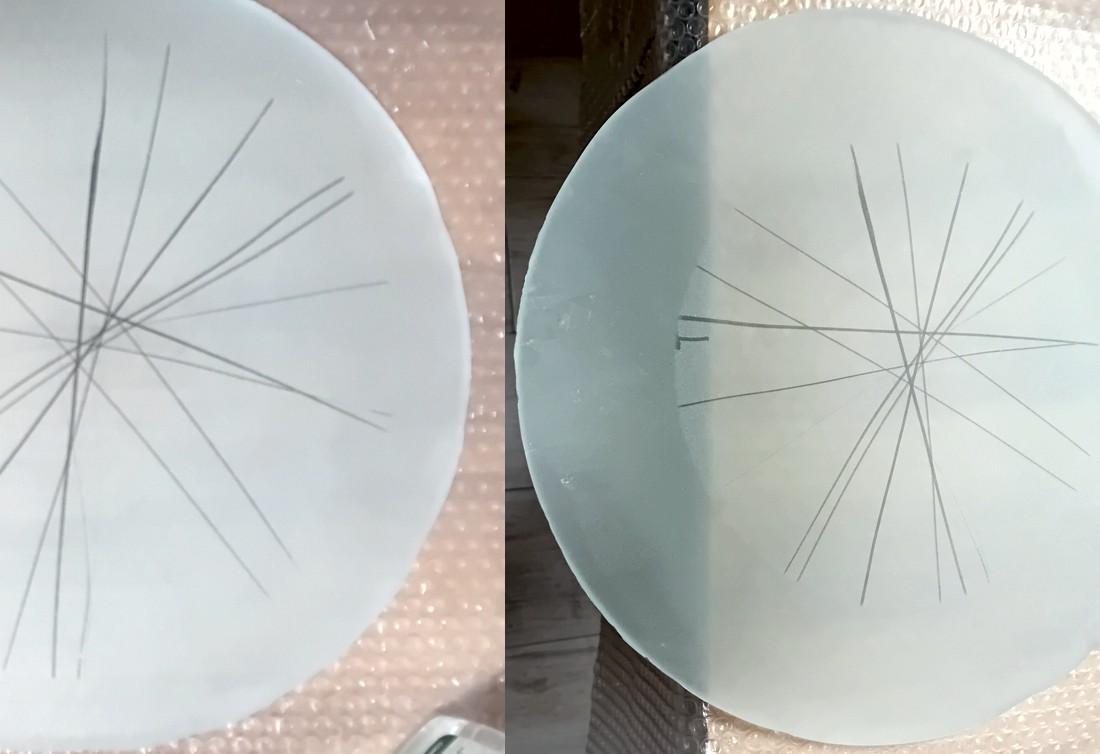
Pennarello anche sul menisco per vedere l'avanzamento della lavorazione specialmente al centro.
Non è facile misurare di quanto si dovrà ancora abbassare la superficie gia regolarizzata per arrivare completamente al bordo, la parte più alta è stata completamente eliminata ( 0,3 mm nel punto massimo al bordo ) penso che bisognerà scavare almeno una quantità simile, o poco più , per raggiungere completamente il bordo. Il centro è quasi assorbito.





 : a parte un 80 cm f2.2 disponibile da tempo, sono arrivati due 61 cm e due 81 cm tutti a F3 ( circa ) menischi di spessore 20 millimetri.
: a parte un 80 cm f2.2 disponibile da tempo, sono arrivati due 61 cm e due 81 cm tutti a F3 ( circa ) menischi di spessore 20 millimetri. ci sarà da lavorare sodo per creare la forma sferica prima di iniziare la vera costruzione della superficie parabolica. Stranamente i due da 81 cm sembrano essere più “corretti” rispetto ai 61 cm, avrei scommesso il contrario !
ci sarà da lavorare sodo per creare la forma sferica prima di iniziare la vera costruzione della superficie parabolica. Stranamente i due da 81 cm sembrano essere più “corretti” rispetto ai 61 cm, avrei scommesso il contrario !



 In questo campo ( come in molti altri ) senza una buona scuola non si va da nessuna parte !
In questo campo ( come in molti altri ) senza una buona scuola non si va da nessuna parte !